Sommaire
- La Production
- Les fonctions de la production
- Les enjeux de la production
- Compétitivité et production : de la recherche de productivité vers la flexibilité
- La supply chain, un levier de performance pour la production.
- En vidéo
- Fiche de révisions
- Quizz
Toute organisation s’analyse par la production d’un bien ou d’un service, qu’il soit marchand ou non. Mais l’activité même de production se révèle complexe et multiple, tant par la diversité des combinaisons possibles entre le travail et le capital, les organisations de productions et les processus mis en oeuvre. Elle est pourtant stratégique, car la maîtrise d’un processus de production confère à l’entreprise un avantage concurrentiel. Ainsi, soit elle est capable de produire, à qualité égale, une offre moins chère que la concurrence, ou une qualité supérieure qui justifie en elle même une différence de prix, car sa valeur est supérieure à celle de la concurrence. La conséquence, dans ces deux hypothèses, est identique, à savoir une rentabilité supérieure à la concurrence source d’avantage concurrentiel.
Mais il faut bien être conscient que cette activité de production, ou d’exploitation, ne saurait exister sans la logistique en amont, par l’approvisionnement auprès des fournisseurs) et en aval par la mise à disposition du bien auprès des consommateurs. L’intensité de la chaîne logistique constitue donc un élément déterminant de ce cycle de production. La réalisation des biens et des services par l’entreprise mobilise donc deux fonctions: la fonction production et la fonction logistique, par laquelle l’entreprise va tenter de développer sa flexibilité
La Production
La production: une notion vaste
D’un point de vue économique, la production est une activité socialement organisée par une entitée légale qui combine des facteurs de production (facteur travail et facteur capital) afin de transformer les consommations intermédiaires en biens ou en services s’échangeant sur le marché.
Mais d’un point de vue de gestion, la gestion de la production a un champs bien plus large que la simple production/transformation. En effet, la production va alors intégrer l’ensemble des activités qui participent à la conception, la planification des ressources (matérielles, financières, ou humaines), leur ordonnancement, l’enregistrement et la traçabilité des activités de production, le contrôle des activités de production de l’entreprise. L’activité de production doit également respecter les délais prescrits, des normes en terme de qualité, de sécurité pour l’utilisateur, les salariés et l’environnement.
La production est un processus
Le processus est un ensemble d’activités finalisées par un objectif global matériel (fourniture d’un produit) ou immatériel (fourniture d’un service) destiné à un client externe à l’entreprise.
Ainsi, préalablement à la production, l’entreprise met au point les produits, biens ou services, grâce à son activité de recherche et développement (R&D). La mise au point d’un nouveau produit sera plus ou moins longue selon la nature du produit (ex. : la conception d’un nouveau hamburger est plus courte que celle d’un nouveau médicament).
Le processus de production comprend différentes étapes :
- l’approvisionnement en matières premières, énergie, composants… ;
- la gestion des stocks d’intrants;
- la fabrication ;
- le contrôle ;
- la livraison des produits finis.
La production s’appuie sur des flux physiques et des flux d’informations
Au cours du processus de production, de nombreuses échanges sont réalisés, à la fois en externe et en interne.
Les flux physiques correspondent aux transfert de biens ou services. Exemples : l’achat de matières premières, le transfert de ces matières dans les différents ateliers de production, le travail des salariés, la vente de produits finis, l’achat d’une prestation de services
En externe, ce sont des flux physiques qui concernent l’entreprise et ses partenaires. Il y aura des flux physiques externes d’entrée (achats auprès de fournisseurs…) et des flux physiques externes de sortie (ventes de biens, prestations de services aux clients…). En interne, ce seront les flux physiques entre les différents services ateliers de l’organisation.
Ainsi, dans le processus ci-dessous, nous pouvons identifier les flux physiques entre les achats de matière premières pour la production, l’expédition de la commande, l’entrée du produit dans les stocks etc. La logistique est donc inhérente à la production et participe à la constitution de l’avantage concurrentiel.

Cependant, pour que ces flux soient coordonnées, voire être réalisables, un échange d’information préalable doit être effectué, appelé un flux d’information. Le flux d’information représente le transfert d’informations, à l’intérieur de l’entreprise (flux interne) ou entre l’entreprise et ses partenaires (flux externe).Sur le même exemple, pour que la commande soit expédiée, l’organisation doit recueillir les références et les quantités des articles commandés, le nom et l’adresse du client, la réception ou non du paiement, le stock disponible de produits finis et le stock de fournitures/matières premières,, les références et les quantités des matières premières à commander, les références du fournisseurs etc
Pour mener à bien ces différentes tâches, les entreprises s’aident d’outils informatiques, de la gestion de la production assistée par ordinateur aux progiciels de gestion intégrés : PGI ou ERP en passant par la supervision ou les logiciels de pilotage de la production.
Les fonctions de la production
La production a pour fonction de produire
- en temps voulu
- les quantités demandées par les clients
- dans des conditions de prix de revient et de qualité déterminées
- en optimisant les ressources de l’entreprise de façon à assurer sa pérennité, sa compétitivité et son développement.
Les enjeux de la production
La production doit donc concilier les coûts, liés aux achats (inputs), la qualité du produit, avoir un volume de production suffisant pour générer des économies d’échelles, des délais de livraisons réduits, et une grande diversité de produit. Ces différents aspects, a priori contradictoires, sont déterminants pour la compétitivité de l’entreprise.
En effet, l’entreprise ne peut donc, pour développer un avantage concurrentiel, que proposer un produit de qualité égale à ses concurrents à un prix inférieur ou un produit dont la qualité est supérieure, de par ses caractéristiques techniques, ses prestations ou encore un niveau de personnalisation poussé, ce qui justifie un prix supérieur à celui du marché. La fonction production va donc agir sur les coûts et la qualité.
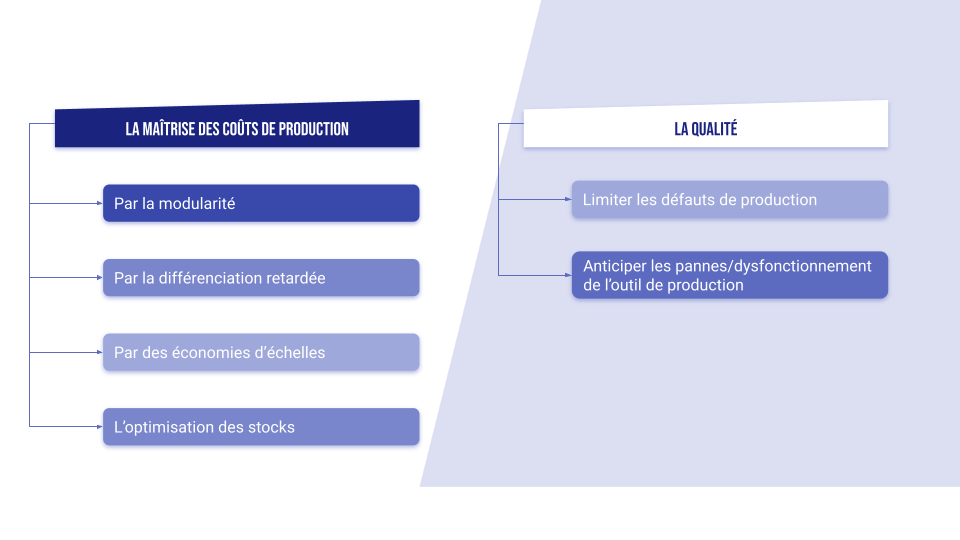
Le contrôle des coûts de production
Le contrôle des coûts va différer selon le volume de production, et donc le mode de production retenu.
Les différents modes de production
Le mode de production correspond à la manière dont les ressources sont réparties et agencées pour produire.
Le choix d’un mode de production est déterminé d’une part par la nature du bien à produire (s’agit-il d’un bien unique ou de plusieurs types de biens), ET de la quantité à produire (petites séries, production de masse).
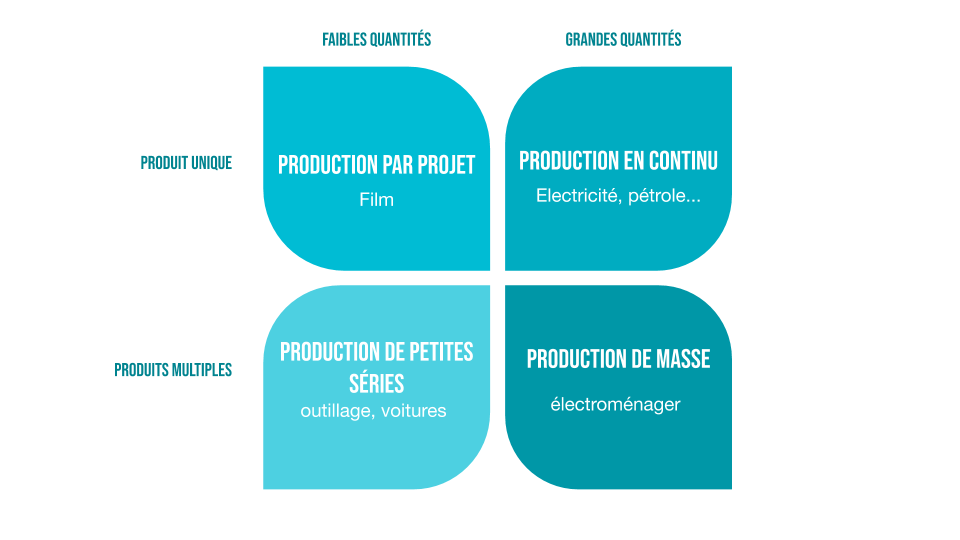
La production à l’unité/projet
Il s’agit ici de fabriquer chaque produit séparément en suivant un certain nombre d’étapes hautement spécialisées : produit artisanal sur commande (meuble, mais aussi un film, une série…), ou un produit de grande taille de très grande technicité (pont, satellite…).
La production de masse
L’objectif est de réaliser des produits standardisés en très grande quantité afin de bénéficier d’économies d’échelle. Il s’agit ici de système de production à la chaîne, l’organisation est généralement peu flexible. (glace industrielle, chargeurs de téléphones…)
La production en série
La production en série est un mode intermédiaire entre une production à l’unité et une production de masse. Un arbitrage est à réaliser entre productivité ( compétitivité par les coûts) et flexibilité ( pour répondre à des demandes spécifiques et tenir les délais).
La production en continu
La production en continu consiste en un flux ininterrompu de produits réalisé suivant un processus constant (gasoil, électricité, acier, béton…), contrairement à la production en discontinu dont les opérations successives peuvent être interrompues (comme dans la fabrication des voitures ou ordinateurs)
La production de masse : la réalisation d’économies d’échelle
Pour lancer un produit, l’entreprise va assumer différents coûts : la conception du produit (recherche, prototypage, test produits, enquête auprès des consommateurs, mais aussi des, investissements en Recherche et Développement (soit sur de nouveaux produits, ou des procédés de fabrications), mais aussi des, investissements en biens d’équipement, sans oublier les frais de formation du personnel, les dépenses de communication marketing. Ces coûts doivent donc doivent être amortis sur un grand volume de production pour éviter de peser sur le prix de vente final.
L’entreprise réalise donc des économies d’échelle lorsque l’augmentation de la quantité produite ou distribuée permet de réduire le coût de production unitaire. Pour simplifier, l’entreprise doit, pour produire un bien ou un service, assumer des coûts. Le volume de ces coûts peuvent varier en fonction des quantités produites (matières premières), d’autres ne varient pas. Ces charges fixes sont donc à répartir entre le volume de bien/services produits (ici les dépenses d’investissement). Ci-dessous, un exemple de répartition des coûts d’investissements par produit, pour un montant de 50, réparti sur 5 pièces, puis 8.

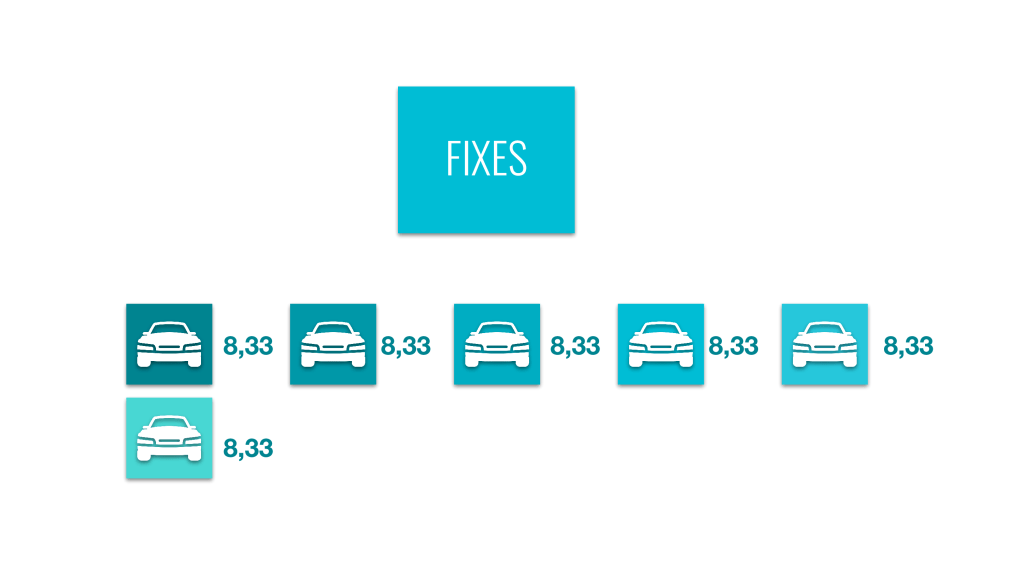

Plus les quantités augmentent, plus l’impact des charges fixes sur le coût de production diminue. Le volume permet donc de répartir le coût.
Plus on produit d’unités, plus les coûts sont bas, et plus les profits sont hauts.
Production en série : la recherche de flexibilité pour la maîtrise des coûts
La conception de produits modulables
Après une période de production de masse, de nouvelles tendances de marché se sont développées allant vers une plus grande personnalisation de la production, voire une individualisation poussée.
Les entreprises doivent donc développer de nouveaux process, permettant de lier à la fois les avantages en terme d’économie d’échelle d’un modèle de masse tout en conservant une flexibilité dans ces process pour les adapter aux demandes hétérogènes des consommateurs.
Ainsi, l’entreprise, dès la conception, détermine un produit comme un ensemble de modules standards qui seront ajoutés au produit de base en fonction de la demande du client. Cela permet de produire chaque module en grande quantité alors que le produit final sera différencié.
En matière automobile, le groupe Volkswagen a développé des plateformes modulaires. La plateforme est la base sur laquelle est assemblée les différents éléments d’un véhicule, du moteur à la carrosserie.

La plateforme MBQ est multimarque et multisegment. Cet outil industriel pourra fabriquer indifféremment une Volkswagen Polo, une Audi A3, une Seat Altea ou une Skoda Octavia sur la même chaîne, et ce dans treize usines dans le monde.
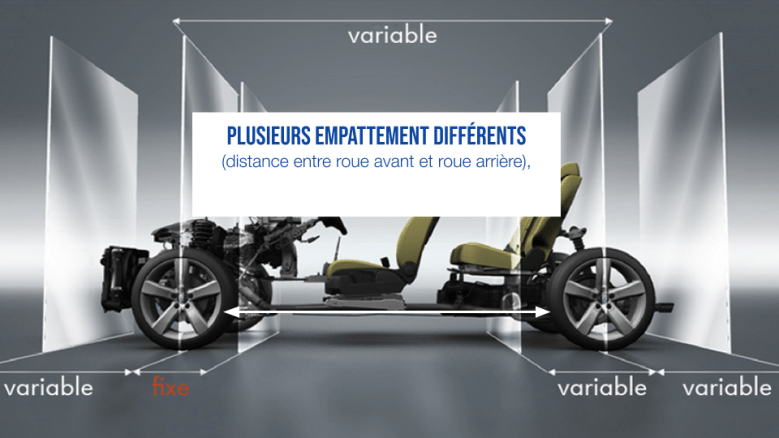



Cette flexibilité rendue possible par la standardisation des pièces, des côtes et des process de fabrication (séquences de travail identiques pour le montage). Si l’investissement au départ est important, cette stratégie sera rapidement rentable. En effet, la MQB permet de réduire les coûts industriels de 20 % pour une productivité supérieure de 30 %.
De même, Nike propose des chaussures personnalisées. Le consommateur choisit la couleur des différents éléments, qui seront ensuite assemblés pour réaliser la chaussure personnalisée.


La différenciation retardée
La différenciation retardée est une technique de production qui permet de repousser le plus possible en aval la personnalisation des produits dans le cycle de production. Le but de la différenciation retardée est là aussi de concilier des impératifs de production (économies d’échelles) à des contraintes commerciales (demandes de produits personnalisés sans délais de livraison).
Ce n’est donc qu’en fin de processus de fabrication que l’on apporte une différence sensible au produit. Par exemple, les réfrigérateurs, dont seule la façade change, le reste étant identique et donc produit à grande échelle. De même, GAP fait fabriquer des T shirts unis en grande quantités, qu’il sérigraphie ensuite à la demande en fonction des marchés nationaux. ,
Maîtriser la qualité des produits
La qualité est la capacité d’un bien à répondre à un besoin. Elle peut s’apprécier de manière objective (durabilité, zéro défaut, réparabilité, fonctionnalités) et subjective, par la perception du produit par son utilisateur.
Le niveau de la qualité attendue est déterminé par l’entreprise. Son contrôle passe donc par le respect de normes et l’analyse de processus de fabrication, structuré par des procédures permettant d’arriver au niveau de qualité souhaitée. Ce niveau de qualité peut être ensuite certifié par l’obtention d’un label (NF, CE etc) ou d’une certification ISO.
Le non respect de la qualité est un risque pour l’entreprise, qui va de l’atteinte à une image de marque jusqu’à la mise en péril de l’organisation. Ainsi le défaut de fabrication observé sur les boeing 737 max ont cloué les avions au sol pendant plus d’un an, entraîné un arrêt de la production, des annulations de commande… L’ensemble des charges supportées représente un coût provisoire estimé entre 20 à 25 milliards de dollars, sans oublier plus de 20 milliards de dollars de valeur boursière.
La gestion de la qualité est stratégique également par sa cohérence avec la stratégie de domaine retenue (domination par les coûts, sophistication ou épuration).
Compétitivité et production : de la recherche de productivité vers la flexibilité
Histoire succincte de la production industrielle
La production industrielle, qui est passée d’une production de petite série en une production de masse, a connu plusieurs évolutions, dictées par la même recherche de performance du système productif. A la recherche initiale de productivité, entraînant une rigidité organisationnelle par l’hyper spécialisation des tâches, de nouvelles innovations ont apparu pour développer la flexibilité et l’agilité des organisations.
Taylor et la l’organisation scientifique du travail (1880)
L’approche de Taylor consiste à une rationalisation du processus de production, dont les tâches sont déjà divisées. A l’époque, un manque de coordination et d’organisation dans les processus de production pénalise l’efficacité d’une production de masse. Son approche peut se résumer par par l’application de plusieurs principes :
- une analyse détaillée et rigoureuse du processus (gestes, rythmes, cadences, etc.) ;
- l’établissement de la « meilleure façon » de produire (définition, délimitation et séquençage des tâches) ;
- la fixation de conditions de rémunération plus objectives et motivantes.
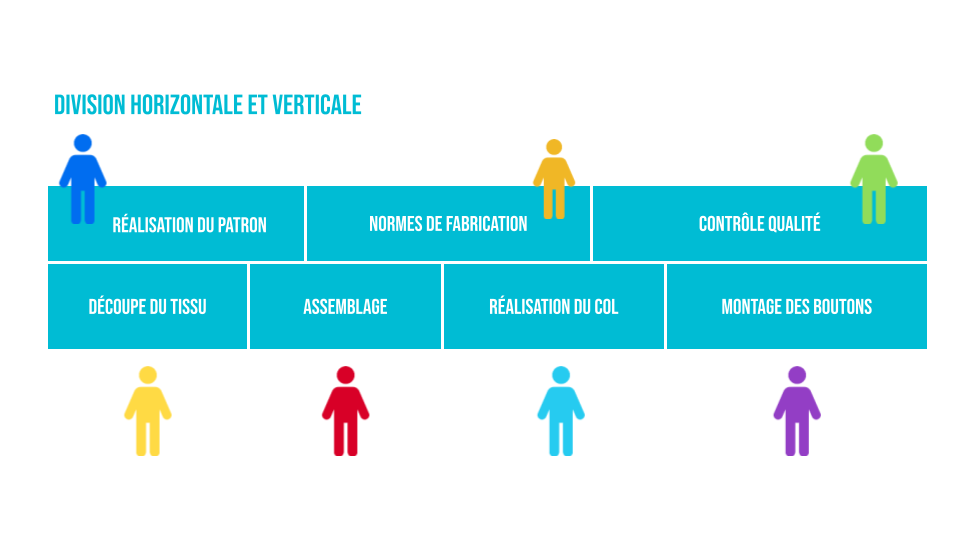
Taylor intègre à son analyse une double dimension :
- verticale par une stricte distinction entre les tâches de conception du travail (encadrement et ingénieurs) et celles dites d’exécution (ouvriers);
- horizontale par le séquençage processus de production d’un bien en une suite de tâches simples confiées chacune à un ouvrier spécialisé.
L’optimisation du processus développe ainsi sa rentabilité et son efficience. Cependant les ouvriers sont utilisés comme des machines/robots; les tâches et les gestes répétitifs générent l’apparition de trouble musculo squelettiques, des souffrances psychologiques liées à l’impossibilité d’avoir des d’initiatives, une absence de perspective professionnelle.
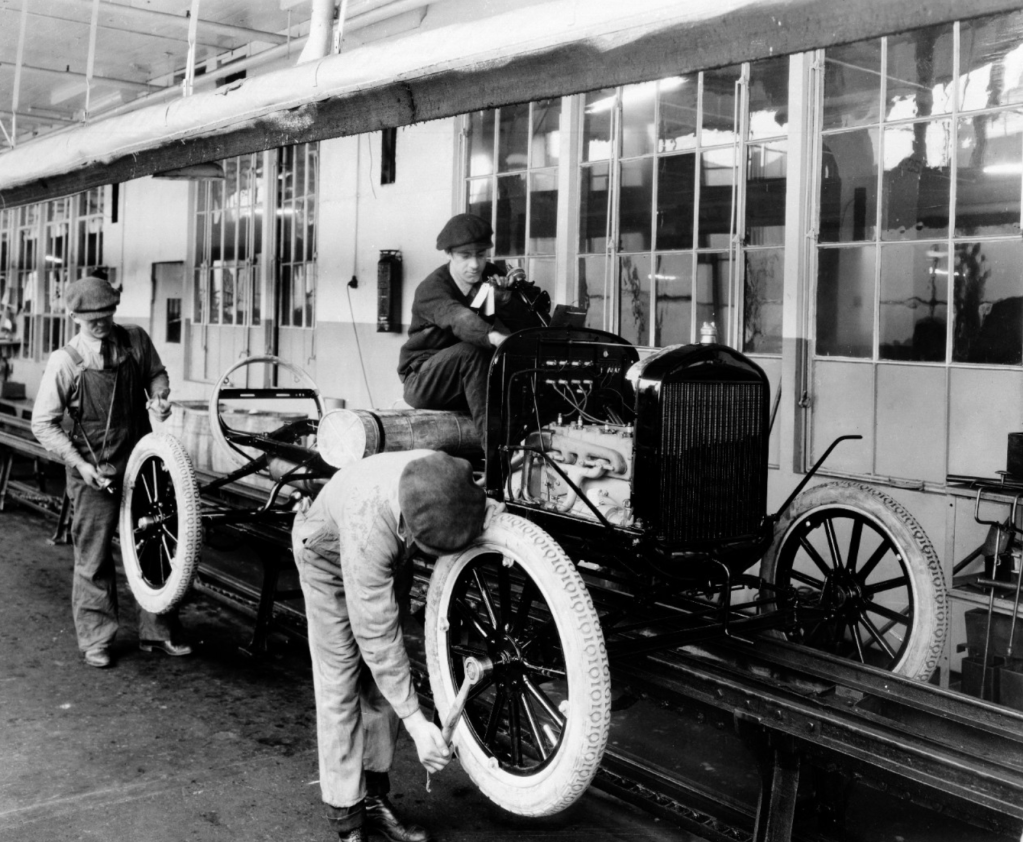
Le Fordisme (1908)
Développé par Henri FORD lors du lancement de son modéle FORD T, cette approche reprend les travaux de Taylor, dont il a élargi le champs d’application.
- la division du travail en une division verticale (séparation entre conception et réalisation) et en une division horizontale (parcellisation des tâches), et l’apparition de la ligne de montage (et donc du travail à la chaîne).
- la standardisation permettant de produire en grandes séries à l’aide de pièces interchangeables.
- l’augmentation du salaire des ouvriers afin de stimuler la demande de biens (Ford souhaitait que ses employés puissent acheter les voitures qu’ils fabriquaient) et donc d’augmenter la consommation. Mais cette augmentation des salaires avait pour but principal de lutter contre le taux de roulement (démission des ouvriers) devenu de plus en plus élevé avec l’apparition du travail à la chaîne, qui rendait les conditions de vie des ouvriers encore plus difficiles qu’auparavant.
Les conséquences sont une hausse de la production et de la productivité, mais aussi de la consommation, une baisse du coût de production (par une économie de main-d’œuvre et de surface), mais aussi la déqualification du travail ouvrier, par un travail monotone et répétitifs, démotivant.
Ces deux modes de productions, fordisme et taylorisme, par leur nature structurée verticalement et horizontalement, présentait cependant de nombreuses rigidités pour l’organisation (pas de modularité du système de production, manque de polyvalence des employés, hyperspécialisation qui freine l’innovation ou la novation.
Le Toyotisme (1962)
Créé à l’après guerre pour sauver l’industrie automobile japonaise, par le fondateur de Toyota, Sakichi Toyoda, son fils, Kiichiro Toyoda, et l’ingénieur Taiichi Ōno, le toyotisme est basé sur un système de gestion simple reposant sur cinq éléments:
- réduire les gaspillages (les fournitures étaient alors rares ou coûteuses)
- la recherche d’une qualité optimale sur l’ensemble de la chaîne de production ;
- une gestion des stocks en flux tendus
- la participation des opérateurs aux décisions (diagnostic et solution des problèmes, ce qui contrevient à la distinction fordiste et tayloriste)
- l’amélioration continue du système par l’implication de l’ensemble des salariés.
Un tel système d’organisation permet un décloisonnement des fonctions et des responsabilités ; il allie l’efficacité de production à une certaine reconnaissance psychologique des travailleurs. On leur demande leur avis sur l’entreprise, et ils se sentent donc plus impliqués.
Le toyotisme a posé le principe d’une production en juste à temps qui consiste à minimiser les stocks et les en-cours de fabrication, autour du principe des cinq zéros.
- zéro stock : ou la production selon le principe du juste à temps. La stratégie du juste à temps consiste, notamment, à mettre à disposition les bons produits au bon moment. Le but est d’éviter les stockages inutiles. Le stock immobilise de l’argent et de la place sans générer de valeur ajoutée aux produits stockés. De plus, le stock doit être surveillé, ce qui constitue un facteur de dépenses supplémentaires (matérielle et humaine).
- zéro panne: La meilleure façon d’assurer une production fiable et continue et d’éviter un arrêt de travail coûteux en temps et en argent est d’assurer le bon fonctionnement de l’outil de production. Cela passe par l’entretien, la maintenance préventive, l’utilisation de l’outil dans le cadre prévu à cet effet, etc.
- zéro papier (utilisation de puces RFID, préparation vocale, etc)
- zéro délai ou une production en flux tendus et non plus en flux poussés. Une fois la commande émise par le client, les processus de préparation, de conditionnement et d’expédition doivent être réalisés le plus rapidement possible et sans temps mort afin que le client reçoive la commande dans un délai minimum. Chaque étape doit être optimisée afin qu’il n’y ait jamais de rupture de charge dans le processus.
- zéro défaut : Le produit fabriqué doit avoir une qualité irréprochable. Le coût d’un retour en usine est excessivement onéreux selon le type de produit (par exemple, le retour en usine de véhicules d’une grande entreprise en raison d’un défaut mécanique ou technique). Le coût de la non-satisfaction des clients est également à prendre en compte, car un client non satisfait est un client perdu. De plus, les contrôles de la qualité doivent être rigoureux et effectués à chaque étape du processus de fabrication.
L’application du toyotisme, et à sa reproduction dans d’autres sites a abouti à la création du lean management,
le développement du pilotage par l’aval de production.
Jusque dans les années 1970, la gestion de production fonctionnait selon une anticipation de la demande.
Il s’agissait alors de produire en fonction des prévisions, et de tout faire pour écouler cette production (vers l’aval).
On parlait alors de logique de flux poussés vers le marché.
Depuis une trentaine d’année, la logique de production s’est inversée au profit d’une logique de flux tirés par le marché. La production n’est lancée que lorsque la commande est lancée (par exemple pour les voitures). L’ordre de production vient donc de l’aval (c’est-à-dire du marché).

L’objectif est alors de réduire au maximum le délai pour le client, en utilisant des techniques de production alternatives : toyotisme, autocontrôle de la production, réduction des stocks,…
Numérique et innovation de procédés
L’innovation de procédés concerne la création de nouvelles techniques/méthodes de production et/ou de vente (la production et les méthodes de développement, la logistique et la distribution, le système d’information et de communication, les tâches administratives et la comptabilité, l’organisation des procédures, la gestion des relations avec les fournisseurs, l’organisation du travail, les processus de décision, les ressources humaines, le marketing, l’emballage, la tarification et le service après-vente.)
Une innovation de procédé porte donc sur toute ou partie du procédé de fabrication, tant sur les fonctions d’exploitation (logistique amont/aval de l’entreprise, production, distribution, marketing) que sur les fonctions supports (ressources humaines, technologie, gestion de la qualité, comptabilité…).
L’usine 4.0 ou l’usine connectée
La numérisation des processus de production est présente à chaque niveau de l’entreprise pour aboutir à une usine connectée. Grâce aux nouvelles technologies numériques pour optimiser la conception (numérisation des données, réalité augmentée, impression 3D…), la production (automates, robotique, …) le suivi de la qualité et de la maintenance (objets connectés, capteurs de traçabilité, maintenance prédictive, big data, …). L’ensemble des maillons de la chaîne de production sont connectés en réseau. Les machines sont capables de produire intelligemment et de façon autonomes (M2M). Les principaux avantages sont:
- Ajustement instantané de la production en fonction de la demande
- Une traçabilité pointue, savoir comment, où et quand a été fabriqué un produit
- Optimisation des performances et gains de productivité
- Gestion efficace des stocks en temps réel
- Échange simplifié des informations
- Anticipation des pannes afin d’éviter les arrêts de production
La géolocalisation des stocks
Par ailleurs, Zara développe une logique de “boutique globale” via un système de gestion intégrée du stock. Ce dernier permet de mobiliser des articles situés dans les arrière-boutiques pour des commandes en ligne, fournies en magasin ou livrées à domicile, afin de gagner en efficacité. Et de produire en fonction de la demande. En somme, chaque arrière-boutique devient un mini-entrepôt, servant aussi bien au réapprovisionnement des rayons qu’à l’approvisionnement de commandes passées sur Internet. Une petite révolution permise grâce aux étiquettes de radiofréquence RFID intégrées aux articles depuis 2016, et qui permet à tout moment de localiser chaque unité du stock. Avec le RFID et les algorithmes, les ordinateurs déterminent à tout moment où se trouve le produit disponible le plus proche du client, et décident ainsi quel stock mobiliser. En magasin, les vendeurs reçoivent une alerte sur leur terminal quand un produit est à préparer pour une commande en ligne. Le RFID permet aussi d’indiquer en temps réel aux vendeurs quel produit, quelle taille et quelle quantité substituer ou réapprovisionner en magasin en fonction des ventes enregistrées. source

Système d’information et géolocalisation
Concernant l’e-commerce, pour assurer des délais de livraisons rapides, un site doit disposer d’une entrepôt massif pour disposer d’un stock conséquent. Corollaire de ce gigantisme, le temps passé par un salarié à chercher le produit dans les rayonnages du stock s’accroît. Les géants Amazon, comme ALibaba, ont développé de nouveaux systèmes de gestion pour réduire ce temps de collecte de l’article commandé. Ainsi, Amazon a inauguré mardi 22 octobre son nouveau centre de distribution en France, le sixième. Situé à Brétigny-sur-Orge, ce nouveau centre est réparti sur trois étages, pour une surface totale de 152 000m2 (soit 152 terrains de football). Les robots orange construits par Amazon Robotics sont une aide pour les “pickers”, les personnes qui s’occupent de préparer les commandes. Dans les cinq autres centres en France, les pickers doivent se déplacer à pied et ainsi parcourir plusieurs kilomètres dans les entrepôts pour aller chercher les produits. Dans le centre de Brétigny, c’est 20 millions de produits qui sont stockés, mais acheminés vers les salariés chargés de mettre en colis les articles commandés. source
La supply chain, un levier de performance pour la production.
La supply chain (ou chaîne logistique) représente l’ensemble du réseau qui permet la livraison de produits ou services depuis les matières premières jusqu’aux clients finaux.
Domaine d’intervention
Le champs d’intervention de la supply chain est donc transversal et protéiforme, il recouvre ainsi les flux d’informations, de distribution physique et les transactions financières. En d’autres termes, la supply chain désigne l’ensemble des maillons de la logistique d’approvisionnement : achats, gestion des stocks, manutention, stockage, distribution, livraison…

Supply chain et distribution
La distribution désigne l’ensemble des acteurs commercialisant un produit au consommateur final.
La distribution, dans sa composante logistique, n’intervient qu’en aval de la production quand la supply chain intègre l’amont et l’aval.
Les buts de la supply chain
- Réduire les coûts et les délais : En faisant circuler les flux plus rapidement entre l’organisation et ses partenaires.
- Gagner en flexibilité : Permettre une production en juste à temps (flux tendus) pour éviter les stocks inutiles qui immobilisent du capital sans créer de valeur.
- Améliorer la satisfaction client : S’assurer que le bon produit arrive au bon endroit au bon moment
Impact sur la performance
La production ne saurait donc exister sans la supply chain, dont l’efficience détermine la flexibilité de la production de l’organisation que ce soit sur des production en juste à temps, ou les productions basées par un pilotage par l’aval à partir de flux poussés. La logique du supply chain management peut se résumer ainsi : faire plus, plus vite avec moins de ressources. La rentabilité de l’entreprise, sa productivité et son efficience sont donc déterminées par la capacité de la chaîne logistique à amener le bon produit, au bon endroit, au bon moment.
La coopération entre la distribution et les fournisseurs est aussi un levier de performance, par une recherche d’optimisation de la chaîne logistique, définie à travers une démarche ECR, efficient consumer response.
Des pratiques de coopération renforcée : l’efficient consumer response
L’ECR (Efficient Consumer Response ou réponse optimale au client) est une stratégie au service des relations industrie-commerce visant à apporter de meilleures réponses aux attentes des consommateurs et à optimiser les différents maillons de la chaîne d’approvisionnement.
L’objectif de l’ECR est d’augmenter les chiffres d’affaires des partenaires, producteurs et distributeurs tout en diminuant leurs coûts. Pour cela elle va intervenir sur
- la gestion de la demande consommateur : l’objectif est l’optimisation de l’assortiment, des promotions, l’introduction de nouveaux produits et la création de valeur pour le consommateur ;
- la gestion des les approvisionnements : le principal objectif est de limiter les stocks en évitant les ruptures pour réduire les coûts à travers une approche plus efficiente. Ces objectifs peuvent être atteints à travers l’automatisation des commandes, la synchronisation de la production ou la continuité du réapprovisionnement.
En vidéo
Fiche de révisions
Quizz